
When doing vacuum brazing, everyone wants to get perfect products. Knowing how to get high-quality brazed joints is the key. Today, let’s talk about vacuum brazing in detail.
What is brazing?
Brazing is a metal-joining process in which two or more metal items are joined together by melting and flowing a filler metal into the joint, the filler metal having a lower melting point than the adjoining metal.
The American Welding Society defines brazing as:
“A group of welding processes that produces coalescence of materials by heating them to the brazing temperature in the presence of a filler metal having a liquidus above 840 deg F (450 deg C) and below the solidus of the base metal. The filler metal is distributed between the closely fitted faying surfaces of the joint by capillary action.”
What is the difference between brazing and welding?
Brazing differs from welding in that it does not involve melting the workpieces and from soldering in using higher temperatures for a similar process, while also requiring much more closely fitted parts than when soldering.
The filler metal flows into the gap between close-fitting parts by capillary action. The filler metal is brought slightly above its melting (liquidus) temperature while protected by a suitable atmosphere, usually a flux. It then flows over the base metal (in a process known as wetting) and is then cooled to join the workpieces together. A major advantage of brazing is the ability to join the same or different metals with considerable strength.
Check out our Vacuum Brazing Furnace
About flux
Unless brazing operations are contained within an inert or reducing atmosphere environment (i.e. a vacuum furnace), a flux such as borax is required to prevent oxides from forming while the metal is heated.
The flux also serves the purpose of cleaning any contamination left on the brazing surfaces. Flux can be applied in any number of forms including flux paste, liquid, powder, or pre-made brazing pastes that combine flux with filler metal powder.
Flux can also be applied using brazing rods with a coating of flux, or a flux core. In either case, the flux flows into the joint when applied to the heated joint and is displaced by the molten filler metal entering the joint.
Excess flux should be removed when the cycle is completed because flux left in the joint can lead to corrosion, impede joint inspection, and prevent further surface finishing operations. Phosphorus-containing brazing alloys can be self-fluxing when joining copper to copper.
Fluxes are generally selected based on their performance on particular base metals. To be effective, the flux must be chemically compatible with both the base metal and the filler metal being used. Self-fluxing phosphorus filler alloys produce brittle phosphides if used on iron or nickel. As a general rule, longer brazing cycles should use less active fluxes than short brazing operations.
About filler materials
A variety of alloys are used as filler metals for brazing depending on the intended use or application method. In general, braze alloys are made up of 3 or more metals to form an alloy with the desired properties. The filler metal for a particular application is chosen based on its ability to: wet the base metals, withstand the service conditions required, and melt at a lower temperature than the base metals or at a very specific temperature.
Braze alloy is generally available as rod, ribbon, powder, paste, cream, wire, and preforms (such as stamped washers). Depending on the application, the filler material can be pre-placed at the desired location or applied during the heating cycle. For manual brazing, wire and rod forms are generally used as they are the easiest to apply while heating. In the case of furnace brazing, the alloy is usually placed beforehand since the process is usually highly automated. Some of the more common types of filler metals used are:
- Aluminum-silicon
- Copper
- Copper-silver
- Copper-zinc (brass)
- Copper-tin (bronze)
- Gold-silver
- Nickel alloy
- Silver
- Amorphous brazing foil using nickel, iron, copper, silicon, boron, phosphorus, etc.
Vacuum brazing
Vacuum brazing is a material joining technique that offers significant advantages: extremely clean, superior, flux-free braze joints of high integrity and strength.
Temperature uniformity is maintained on the workpiece when heating in a vacuum, greatly reducing residual stresses due to slow heating and cooling cycles. This, in turn, can significantly improve the thermal and mechanical properties of the material, thus providing unique heat treatment capabilities. One such capability is heat-treating or age-hardening the workpiece while performing a metal-joining process, all in a single furnace thermal cycle.
Products that are most commonly vacuum-brazed include aluminum cold plates, plate-fin heat exchangers, and flat tube heat exchangers.
Vacuum brazing is often conducted in a furnace; this means that several joints can be made at once because the whole workpiece reaches the brazing temperature. The heat is transferred using radiation, as many other methods cannot be used in a vacuum.
Vacuum pumping in vacuum brazing
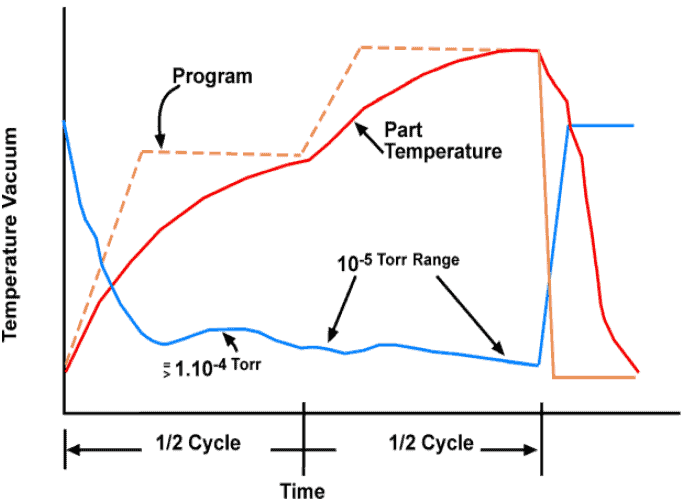
The vacuum pumping capacity must be adequately sized in order to minimize the pump downtime of a new load to a deep vacuum level, so as to initiate the heating cycle and to have adequate throughput to keep up with the significant outgassing that takes place during the heating cycle due to magnesium vaporization. A deep vacuum level is an important process parameter because it ensures a relatively pure environment for brazing.
How to get high-quality brazed joints
High-quality brazed joints require that parts be closely fitted, and the base metals exceptionally clean and free of oxides. In most cases, joint clearances of 0.03 to 0.08 mm (0.0012 to 0.0031 in) are recommended for the best capillary action and joint strength.
However, in some brazing operations, it is not uncommon to have joint clearances around 0.6 mm (0.024 in). Cleanliness of the brazing surfaces is also important, as any contamination can cause poor wetting (flow). The two main methods for cleaning parts, prior to brazing, are chemical cleaning and abrasive or mechanical cleaning. In the case of mechanical cleaning, it is important to maintain the proper surface roughness as wetting on a rough surface occurs much more readily than on a smooth surface of the same geometry.
Another consideration is the effect of temperature and time on the quality of brazed joints. As the temperature of the braze alloy is increased, the alloying and wetting action of the filler metal increases as well. In general, the brazing temperature selected must be above the melting point of the filler metal. However, several factors influence the joint designer’s temperature selection. The best temperature is usually selected to:
- Be the lowest possible braze temperature
- Minimize any heat effects on the assembly
- Minimize filler metal/base metal interaction
- Maximize the life of any fixtures or jigs used
In some cases, a worker may select a higher temperature to accommodate other factors in the design (e.g., to allow use of different filler metal, or to control metallurgical effects, or to sufficiently remove surface contamination).
The effect of time on the brazed joint primarily affects the extent to which these effects are present. In general, however, most production processes are selected to minimize brazing time and associated costs. This is not always the case, however, since in some non-production settings, time and cost are secondary to other joint attributes (e.g., strength, appearance).
Check out our Vacuum Brazing Furnace
04/29/2020
Follow us on Facebook




: Process, Applications & Selection Guide")














