
Many customers ask how to set up a PID temperature controller for their furnaces. The following is an example of setting a PID temperature control program with a 6-segment profile, hope this can help you. If you prefer to video tutorial, please find it at the end of this article.
For a complicated temperature control profile, we strongly suggest you make the drawing as Fig.1 then make a form as table 1 to list all data in every segment.
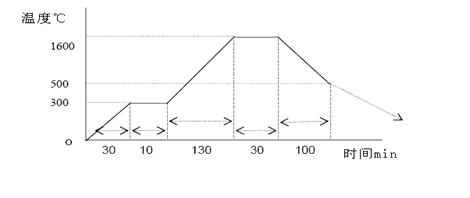
Fig. 1 is the temperature profile that we would like to set.
According to this profile, you shall list all segments in the following Table
| Segment # | Symbol in Panel | Data to be In-put | Meaning in the program |
| 1 | C 01 | 0 (℃) | Initial Temperature |
| 2 | t 01 | 30 (min.) | Ramping time from 0 – 300℃
Average Heating rate is 10℃ /min |
| 3 | C 02 | 300 (℃) | Target temperature value to first
heating stage ( 300℃ ) |
| 4 | t 02 | 10 (min.) | Soaring time at 300 oC stage |
| 5 | C 03 | 300 (℃) | Temperature value at the heating flat |
| 6 | t 03 | 130 (min.) | Second Heating time from 300 -1600℃
The average heating rate is 10℃ /min |
| 7 | C 04 | 1600 (℃) | Target temperature value to peak
heating stage ( 1600℃ ) |
| 8 | t 04 | 30 (min.) | Soaring time at 1600 oC stage |
| 9 | C 05 | 1600 (℃) | Temperature value at peak heating flat |
| 10 | t 05 | 100 (min.) | Cooling time to 500℃
The cooling rate is 11℃ /min |
| 11 | C 06 | 500 (℃) | Target temperature to be cooled ( 500℃) |
| 12 | t 06 | -121 | Program end, Out-put power off. Furnace
cooling down naturally (t 06 = -121 is an order to stop running. |
Using 4 keys of ![]() to enter data listed in the above table into the controller separately, then, you finish one temperature control program finish Please be noted that “ t xx “ is the time value for the XX segment. It can be set from 1- 9999 minutes. However, if “t xx “is set as the following values, it can be as a special order. These orders only can be used in complicated multi-temperature profile programs.
to enter data listed in the above table into the controller separately, then, you finish one temperature control program finish Please be noted that “ t xx “ is the time value for the XX segment. It can be set from 1- 9999 minutes. However, if “t xx “is set as the following values, it can be as a special order. These orders only can be used in complicated multi-temperature profile programs.
If txx = 0: Controller will be paused at xx segment (Hold)
If txx = – (1-150) Negative value is a control order, which lets the program stop running, or jump to another segment.
If txx = – (Ax30+B) , here B values is 1- 30. This indicates program will jump to the segment at B value
When A=0, only execute the segment jump function.
When A=1, the program will cut off power delay
When A=4, B=1, Program will execute a “stop “order
How To Set Up a PID Temperature Controller
If you have further questions about PID temperature controller setting , please feel free to contact us.
Our Furnaces:
- Muffle Furnace 1800℃ Max.
- Muffle Furnace 1700℃ Max.
- Vacuum Tube Furnace
- Vertical Tube Furnace
- Rotary Tube Furnace
Follow us on Facebook




: Process, Applications & Selection Guide")














